



“Ceramic Coating” and “APS Spraying” Processes for Motorcycle Cylinder Blocks
aluminum alloy cylinder blocks with cast-in cast iron liners, and all-aluminum alloy linerless cylinder blocks. Today, we focus on the all-aluminum alloy linerless cylinder blocks favored by high-end large-displacement motorcycles. The so-called all-aluminum alloy linerless cylinder block is not truly an all-aluminum alloy cylinder block; to ensure the wear resistance of the cylinder bore surface, a very thin wear-resistant coating is usually applied to the surface of the aluminum alloy cylinder block.
For all-aluminum alloy linerless cylinder blocks, one type is the widely known “ceramic cylinder block,” which is prepared by electroplating a nickel-based silicon carbide coating on the inner wall surface of the aluminum alloy cylinder block. Although it is called a “ceramic cylinder block,” it is not directly made of ceramic materials but gets its name from the properties of the coating. The other type of all-aluminum alloy linerless cylinder block uses plasma thermal spraying to prepare a wear-resistant coating on the inner wall surface of the cylinder block, known as the “APS coated cylinder block.” While this process is not widely known among motorcycle enthusiasts, the models equipped with it are certainly familiar, such as the KTM 790, CF Moto 800MT, and Great Wall Linghun flat-eight cylinder motorcycle.

Both the “ceramic coating” and “APS spraying” processes endow all-aluminum alloy cylinder blocks with excellent properties such as high-temperature resistance, wear resistance, corrosion resistance, high strength, low friction coefficient, and lightweight, making them particularly outstanding in high-performance, high-speed engines (such as racing motorcycles and large-displacement motorcycles). However, compared with the “ceramic coating” process, the “APS spraying” process has obvious advantages, which will be explained in detail below.
In terms of process principles, the “ceramic coating” process, namely electroplated nickel-based silicon carbide (Ni-SiC), is a composite plating process that embeds silicon carbide particles into a nickel matrix through electrochemical co-deposition technology. Its core principle is to drive nickel ions and suspended SiC particles to co-deposit and reduce on the cathode surface through an electric field, forming a composite coating with high hardness, wear resistance, and corrosion resistance. The “APS spraying” process, or plasma spraying, uses a plasma arc as a heat source to heat the spray material to a molten or semi-molten state and spray it onto the pre-treated substrate surface at a certain speed to form a surface coating.
These are two different surface engineering technologies: one is an electroplating process, and the other is a thermal spraying process. In addition to different process principles, the electroplating process requires complex pre-treatment procedures (such as degreasing, ultrasonic cleaning, surface roughening, surface activation, water washing, etc.) and post-treatment procedures (cleaning-drying), while the “APS spraying” process has relatively simple pre-treatment (cleaning-surface roughening) and post-treatment (cleaning) procedures. Therefore, in terms of the coating production process, the “APS spraying” process has higher controllability in the production process and lower quality risk factors.
Since the “ceramic coating” process has strict requirements on the quality of all-aluminum alloy cylinder block blanks, it does not allow defects such as pores and sand holes on the cylinder bore surface. The casting process for its cylinder block blanks mainly uses low-pressure casting or gravity casting, which have higher production costs but better quality performance; aluminum alloy materials often use a few grades such as AC4B. In contrast, the “APS spraying” process has relatively lower requirements on the quality of all-aluminum alloy cylinder block blanks and allows pores and sand holes on the cylinder bore surface within specified limits. This is because the “APS spraying” process can fill and cover small pores and sand holes, and it is also allowed by the structural characteristic that the surface micropores of the coating act as oil storage holes after “mirror honing.” Therefore, all-aluminum alloy cylinder blocks used in the “APS spraying” process can be adapted to any casting method. For mass-produced all-aluminum alloy cylinder blocks, high-pressure casting can achieve lower production costs, higher production efficiency, and a higher yield rate. Another advantage of the “APS spraying” process is that it is not limited by aluminum alloy materials, and any aluminum alloy surface can be sprayed.
There is a one-sided view in the industry that the “APS spraying” process only sprays a layer of iron coating on the inner wall of the cylinder bore, and its hardness and high-temperature resistance cannot be compared with nickel-based silicon carbide. In fact, the plasma arc flame temperature generated by the “APS spraying” process is as high as over 10,000°C, which can melt coating materials such as metals, metal-ceramic composites, and pure ceramics. Therefore, the sprayed coating is not limited to iron-based wear-resistant coatings; there are more and better coating material options to provide better coating types for higher-performance engines.
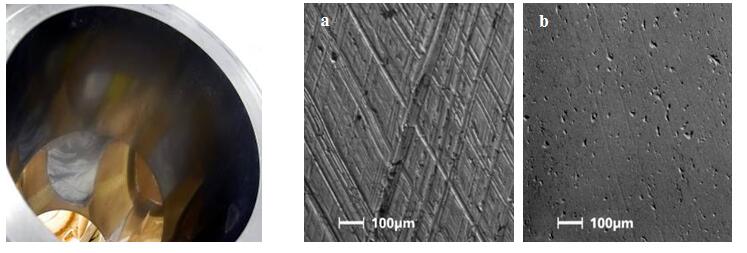
There are significant differences in the coating honing processes between the “ceramic coating” and “APS spraying” processes. The “ceramic coating” uses traditional cross-hatch honing, with a surface texture of intersecting cross hatches; while the “APS coating” uses “mirror honing,” with a mirror-like porous surface where smooth and rounded small holes act as oil storage holes, and the smooth surface has a lower friction coefficient. Compared with the traditional cross-hatched surface, as the engine runs for a long time, the cross-hatch grooves on the surface of the ceramic coating become shallower, and the lubrication performance of the cylinder bore surface will decrease. For the APS coating, the uniform porous structure on the surface enables uniform distribution of oil on the cylinder bore surface, ensuring good lubrication effect. At the same time, new pores are exposed as the coating wears, which can maintain good lubrication throughout the entire service life of the engine, extending the engine’s service life.

- Ceramic Coating
In terms of environmental compliance, electroplating, as a typical high-pollution process in manufacturing, has long been subject to strict restrictions by domestic and foreign environmental regulations. Developed countries have gradually shut down traditional electroplating production capacity through industrial upgrading, while in China, under the background of the continuous deepening of the “dual carbon” policy, electroplating enterprises are facing the dual pressures of environmental technical transformation or production capacity clearance. This trend will be transmitted to the downstream of the industrial chain—motorcycle enterprises may face the risk of supply interruption of ceramic-coated cylinder blocks. In contrast, the “APS spraying” process, with its clean production characteristics, can effectively control pollution emissions through the integration of high-efficiency dust removal systems (dust collection rate > 99%), significantly reducing environmental compliance risks.
In summary, this article details the technical characteristics of the “ceramic coating” and “APS spraying” processes for motorcycle cylinder blocks. With the continuous breakthroughs in the comprehensive performance and economy of the APS spraying process, it is more likely to become the mainstream technical route in the future, and this technological evolution trend deserves continuous attention from the industry.


As a professional manufacturer of engine APS coated cylinder blocks, Zhengheng Power relies on globally leading cylinder bore plasma spraying technology and equipment to continuously promote engine technological innovation and is committed to providing excellent solutions for domestic and foreign motorcycle enterprises and engine manufacturers.
Post time: Aug-22-2025





