



Atmospheric Plasma Spraying (APS) Cylinder Bore Coating Technology:
A Mature Mass Production Solution for Motorcycle Cylinder Blocks
In the context of the continuous pursuit of lightweight and high performance in motorcycle engines, aluminum alloy cylinder blocks have become the mainstream choice. Currently, there are three mature processes for cylinder bore surface strengthening in motorcycle cylinder blocks: embedding cast iron cylinder liners, electroplating nickel-based silicon carbide coatings, and thermal spraying wear-resistant coatings. How to create an extremely wear-resistant, low-friction, and long-lasting reliable inner surface on the aluminum-based cylinder bore has always been a core challenge in the industry. Zhengheng Power, with its mature Atmospheric Plasma Spraying (APS) cylinder bore coating technology, provides an excellent solution for large-displacement motorcycle cylinder blocks and has been fully verified through mass production.
Atmospheric Plasma Spraying (APS) cylinder bore coating technology uses a plasma arc as the heat source to heat metal alloy powders to a molten or semi-molten state. Then, with the power of the flame flow itself or an additional high-speed gas flow, the powders are atomized and sprayed onto the pre-treated surface of the engine cylinder bore at a certain speed, forming a wear-resistant coating that bonds with the cylinder bore surface.

The process route of the APS cylinder bore coating technology of Zhengheng is as follows:

For aluminum alloy cylinder blocks that adopt the APS cylinder bore coating technology, there are no restrictions on the aluminum alloy grade and casting process during the product casting design stage. This is determined by the characteristics of the APS plasma spraying process, which provides customers with a wider range of choices in product casting design. Before the cylinder block enters the spraying unit, the cylinder bores need to be precisely bored and the surface roughened with tools to achieve the designed bore diameter and reserve space for the subsequent coating. The conventional design of the finished coating thickness is 0.1-0.15mm, so the bore diameter before spraying is 0.2-0.3mm larger than the final bore diameter. The tool roughening is achieved by using a special forming tool to cut out micro-trapezoidal grooves on the surface of the cylinder bore to ensure a good bonding strength between the coating and the substrate after spraying, with a bonding strength of over 40MPa.
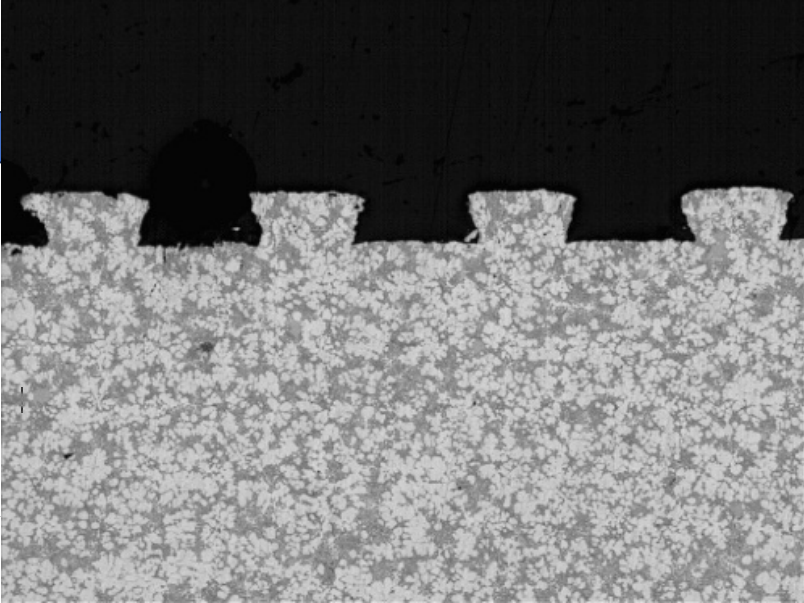

The cylinder block that has undergone roughening pretreatment is sent into the plasma spraying equipment for spraying the inner surface of the cylinder bore. During this process, a high-precision powder feeder quantitatively feeds customized high-performance alloy powder (such as iron-based wear-resistant alloy) into the plasma jet with a temperature exceeding 10,000°C. After being melted and accelerated, the powder is sprayed at high speed onto the roughened surface of the cylinder bore, depositing layer by layer, and ultimately forming a dense alloy coating.

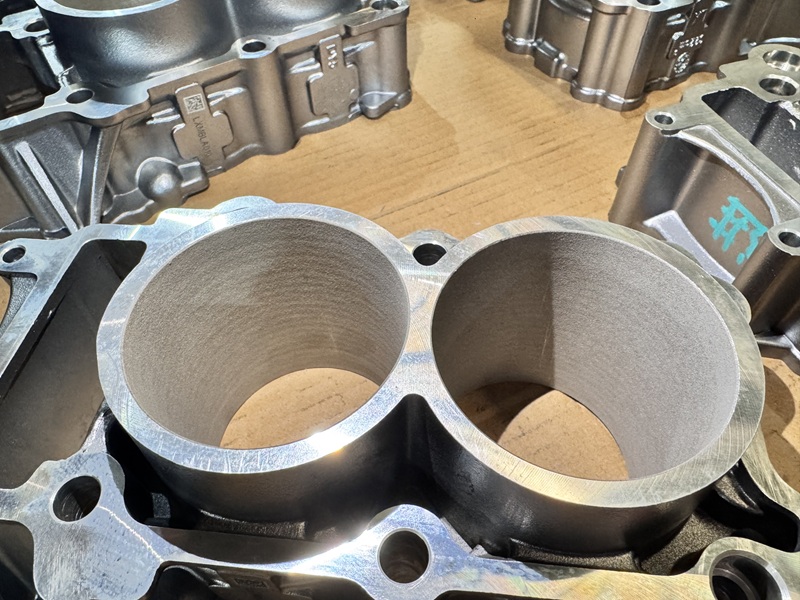
As shown in the figure, the surface of the cylinder bore after spraying presents a uniform matte metallic texture with a dense structure. At this stage, the coating has already acquired its core physical properties. The hardness and wear resistance of the coating are significantly higher than those of traditional cast iron cylinder liners. Meanwhile, the naturally formed and evenly distributed microscopic pores within the coating serve as the foundation for the subsequent formation of an oil storage structure. The coating thickness is precisely controlled within an extremely thin range, achieving outstanding functionality while minimizing weight and optimizing heat conduction.
The key advantage of plasma spraying technology lies in its ability to melt and fuse materials such as metals, metal ceramics, and ceramics into high-performance coatings, thus providing customers with a rich material selection map. Since 2018, when Zhengheng Power initiated the application of this technology, it has successfully matched and developed over 50 customized APS-coated cylinder blocks for more than 30 global customers. This not only demonstrates its strong process development capabilities but also accumulates profound experience in mass production.
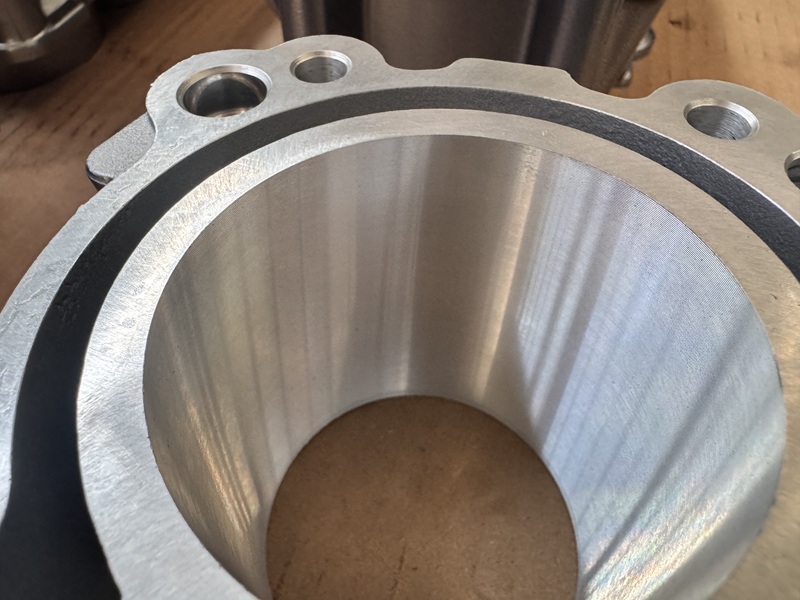
The surface of the coating after spraying still cannot meet the ideal tribological state required for the long-term operation of piston rings. Zhengheng Power uses the mirror finish as a final “shaping” process for the coating, creating a unique performance surface.

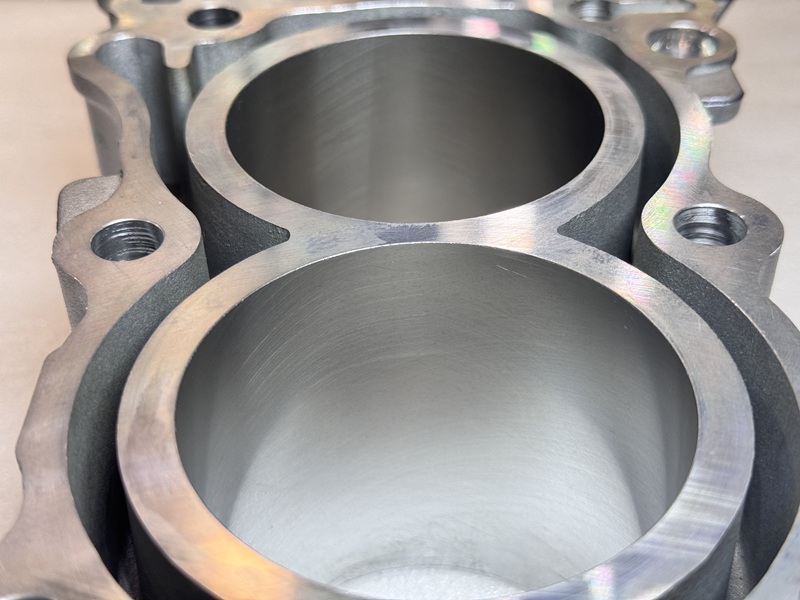
As shown in the figure, after honing, the cylinder bore surface presents a characteristic “mirror-like with reticular patterns” appearance. This is not a simple polishing process but a precise and controllable machining procedure. Through this process, the surface roughness (Rz) of the cylinder bore can be stably controlled at an extremely low level, ensuring that the engine quickly enters a low-wear state and even achieving “no break-in” operation.
Zhengheng Power is not only a pioneer in this field in China, but also a solution provider with stable large-scale delivery capabilities. All core processes, from pretreatment, spraying to honing, are completed on its own production lines, ensuring seamless process connection and full traceability of quality. It can quickly respond to customers’ customized demands. Equipped with two sets of imported automated spraying units and honing capabilities, we can actively provide professional suggestions to customers regarding the performance goals of cylinder block coatings, help optimize the solutions and reduce costs.
What we deliver is not merely a coating, but a fully validated and stably replicable high-performance engine block solution. Choosing Zhengheng Power means choosing to partner with an experienced, technically solid and trustworthy collaborator, jointly driving the future of power systems.
Post time: Jan-21-2026





